
































 

|
 
|
| Название | Размеры (мм) | Зубьев (z) |
Покрытие | Сплав | Цена | Купить | |||||
| d | r | α | h | L | D | ||||||
| FLG-M_0.2/7/3.0 | 0.2 | – | 7° | 23 | 50 | 3.0 | 2 | – | Sandvik H10F | 4 000₽ | ✘ |
| FLG-M_0.3/7/3.0 | 0.3 | – | 7° | 23 | 50 | 3.0 | 2 | ALTiN | Sandvik H10F | 4 000₽ | ✘ |
| FLG-M_0.4/7/3.175 | 0.4 | – | 7° | 23 | 50 | 3.175 | 2 | ALTiN | Sandvik H10F | 4 000₽ | ✘ |
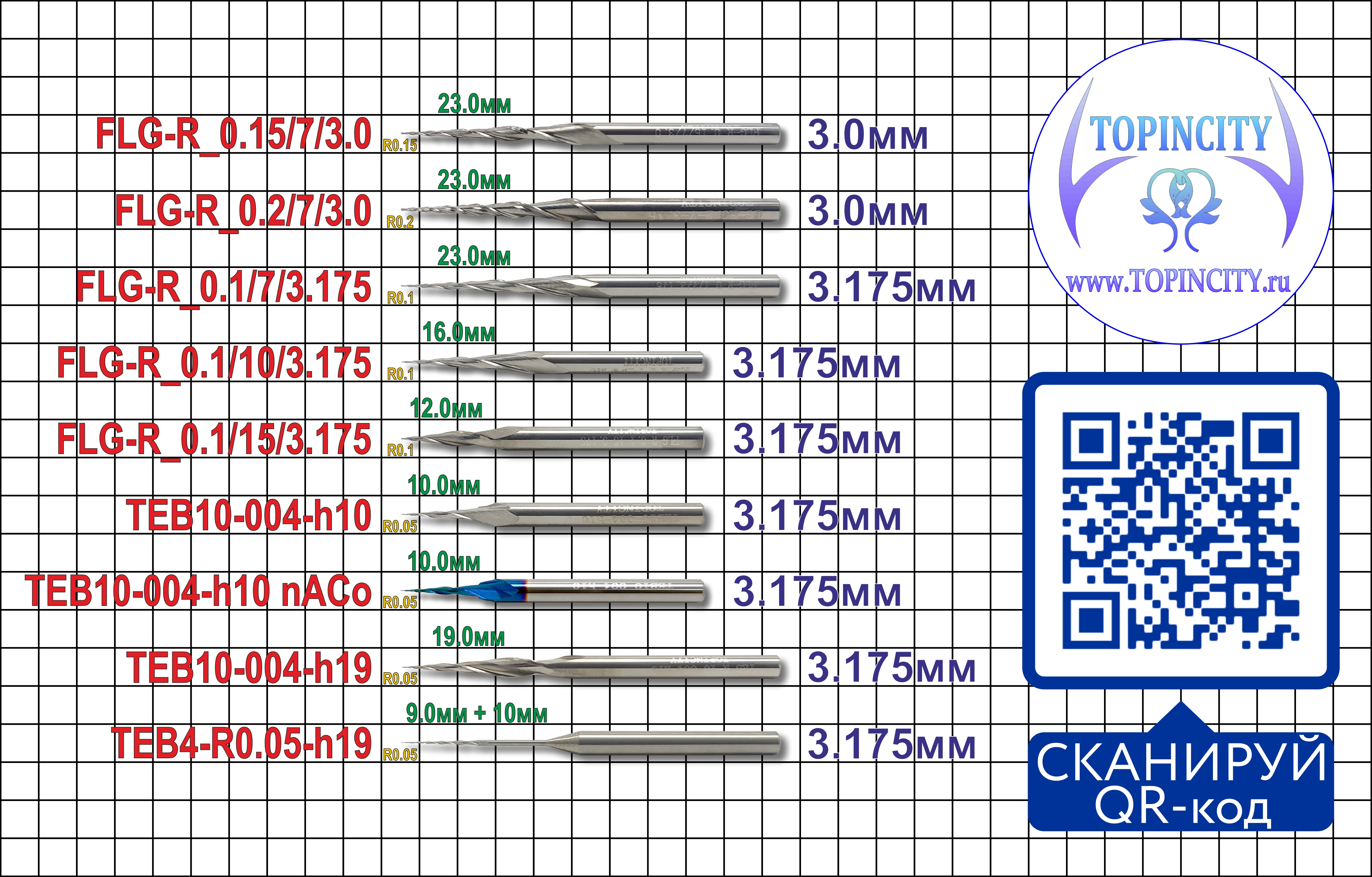
| FLG-R_0.15/7/3.0 | 0.3 | 0.15 | 7° | 23 | 50 | 3.0 | 2 | – | Sandvik H10F | 4 000₽ | |
| FLG-R_0.2/7/3.0 | 0.4 | 0.2 | 7° | 23 | 50 | 3.0 | 2 | – | Sandvik H10F | 4 000₽ | |
| FLG-R_0.1/7/3.175 | 0.2 | 0.1 | 7° | 23 | 50 | 3.175 | 2 | – | Sandvik H10F | 4 000₽ | |
| FLG-R_0.1/10/3.175 | 0.2 | 0.1 | 10° | 16 | 40 | 3.175 | 2 | – | Sandvik H10F | 4 000₽ | ✘ |
| FLG-R_0.1/15/3.175 | 0.2 | 0.1 | 15° | 12 | 40 | 3.175 | 2 | – | Sandvik H10F | 2 850₽ | |
| Для более точной и тонкой обработки | |||||||||||
| TEB10-004-h10 | 0.1 | 0.05 | 10° | 10 | 50 | 3.175 | 2 | – | SpeAL X40UF | 3 100₽ | ✘ |
| TEB10-004-h10 Ta-C | 0.1 | 0.05 | 10° | 10 | 50 | 3.175 | 2 | Ta-C | SpeAL X40UF | 3 500₽ | |
| TEB10-004-h19 | 0.1 | 0.05 | 10° | 19 | 50 | 3.175 | 2 | – | SpeAL X40UF | 4 000₽ | ✘ |
| TEB4-R0.05-h19 | 0.1 | 0.05 | 4° | 19 | 50 | 3.175 | 2 | – | SpeAL X40UF | 4 400₽ | |
| Акция: скидка 10% на модель TEB4-R0.05-h19 при покупке 2шт (цена за 1шт: 3 960 ₽ будет пересчитана после оформления заказа) | |||||||||||
Назначение моделей фрез FLG и TEB10:
Применяется ювелирами для изготовления моделей и форм из твёрдых видов воска и модельного пластика.
Модели FLG могут также с успехом применяться для обработки цветных металлов, чугуна, сталей и сплавов.
TEB10-004-h10 Ta-C - фреза с износостойким покрытием Ta-C, за счёт покрытия с пониженным коэффициентом трения 0.15, термостойкостью 400°С и нанотвёрдостью 20ГПа позволяет обрабатывать цветные металлы, а так же другие металлы, где температура фрезеровки не превышает 400°С. За счёт покрытия с эффектом "смазки" стружка еще меньше прилипает к инструменту и лучше отводится от места резания, что благоприятно влияет на качество фрезеровки и повышает стойкость инструмента. Для увеличения срока службы и уменьшения налипания на инструмент - применяйте соевое масло.
Видео как работает фреза FLG
Рекомендации при обработке воска фрезами FLG
Фрезы FLG разработаны специально для высококачественной обработки воска и модельного пластика. Используемый при изготовлении сплав выбран от известной шведской торговой марки SANDVIK для того, чтобы фреза имела наиболее длительный срок службы без затупления, что благоприятно сказывается при обработке воска и не оплавляет его тупой фрезой. Это модели не для начинающих, а только для профессионалов, разбирающихся в различных типах фрез для воска и модельных пластиков.
Модель FLG имеет подобную заточку как на "шурупе",что позволяет работать по разным маркам воска насухую (без смачивания). При правильных оборотах, соответствующих марке воска, не происходит залипания воска на фрезу, и стружка выбрасывается вверх полностью. Это позволяет добиться наиболее высокого качества обработки восковок. По стоимости модели FLG дешевле "шурупа".
Если Вы привыкли работать дешёвым китайским инструментом, то следует помнить - инструмент и дешёвый потому, что в нём мало дорогого твёрдого вольфрамового сплава, а много мягких металлов, и также заточен вручную, а не на ЧПУ станке. Чем меньше в сплаве вольфрама, тем больше фреза сгибается - меньше вероятность сломать фрезу, но качество от этого сильно падает, фреза изгибаясь гуляет по заготовке, полосит, и самое важное - быстро затупляется.
Вольфрамовая фреза с правильным содержанием кобальта и вольфрама не так гнётся как эконом-фрезы, служит намного дольше, качество обработки наиболее высокое, но с такой фрезой следует обращаться наиболее аккуратно и уменьшать горизонтальную скорость обработки при смене китайского дешёвого на дорогой вольфрамовый сплав.
Здесь может быть только один совет - не ставьте фирменный тонкий инструмент, пока не получите достаточно опыта при работе с воском на недорогом инструменте, но с такими же параметрами и типом инструмента - одноперьевой гравер, пирамидка, спиральная пирамидка или спиральная фреза. А также применяйте в самом начале своей практики наиболее большие диаметры кончиков фрез и как можно короче заточку (шире угол). Если Вы ещё не научились работать по воску, то Вас не спасёт дорогой фирменный инструмент.
Это не новость, т.к. Вы не работали никогда нормальным спиральным инструментом. Пирамидка имеет прямую заточку и не имеет пазов - она крепче на излом при больших подачах, но работа пирамидками сопровождается вбиванием стружки в заготовку. Спиральные фрезы более нежные, но качество фрезеровки ими наиболее высокое. Кроме того, Вы работали 10-ти градусами, а заменили на 7 градусов, причём со спиральной заточкой. Если Вы пилили воск пирамидой на 10мм/сек (600мм/мин), то важно было перейти на 2 или 3мм/сек (120-180мм/мин) для спиральной фрезы, и ничего не сломалось бы. Вот ещё один пример: Если Вы работали спиральной фрезой с углом 15 градусов на скорости 500мм/мин у неё заточка 10мм, тогда почему Вы не уменьшили горизонтальную скорость в 2 раза при переходе на спиральную фрезу 7 градусов с заточкой 23мм. Если работаете одноперьевым гравером или пирамидкой, то не забывайте корректировать горизонтальную скорость при переходе на спиральную фрезу. Работать фрезами с малым углом без черновой подготовки нельзя. Кроме того, после черновой обработки следует оставлять остаток необработанного материала не более радиуса спирального гравера, чтобы не рисковать, и особенно в самом начале вашей практики. Обороты шпинделя должны быть выставлены в соответствии с маркой воска, т.к. малые обороты шпинделя и большая горизонтальная скорость сломают фрезу, и точно также большие обороты шпинделя и малая горизонтальная скорость - оплавят воск и также сломают фрезу. Правильно работать по воску Вы сможете только с опытом, когда будете чувствовать воск как мастер, а не любитель попилить восковку чем попало.
ВАЖНО:
Выбирайте угол фрезы наиболее широким, тогда меньше вероятности сломать конусную фрезу, а малые углы используйте когда это действительно нужно при обработке очень высоких рельефов.
Чем короче заточка фрезы - тем меньше вероятности сломать фрезу.
Чем качественнее шпиндель, тем меньше детонаций фрезы - тем меньше вероятности отламать кончик фрезы.
Чем слабее по мощности фрезерная машинка, тем больше вероятности что Вы сломаете фрезу, когда фреза забуксует в воске. Фрезерной машинкой с мощностью 30 Вт практически 99% гарантировано, что фреза будет сломана при обработке на полную глубину.
Чем качественнее цанга, тем меньше вероятности, что фреза выедет из цанги, завязнет в воске и обломится.
Если у Вас миниатюрная фрезерная машина, на которую часто устанавливались одноперьевые граверы, то следует отдать такую машину сначала в ремонт для замены разбитых однобокими граверами подшипников, прежде чем устанавливать центрованные фрезы FLG. Если Вы работаете уже профессионально, то скорее всего Вы уже не пытаетесь разбивать подшипники своей микро фрезерной машинки однобокими граверами. Не забывайте, что однобокие одноперьевые граверы можно устанавливать только в тяжёлые фрезеры выше 3 килограмм весом, где трудно разбить подшипники одноперьевыми граверми с хвостовиком 3.15мм, но также легко разбить на тяжёлых фрезерах и большие подшипники одноперьевыми граверами с хвостовиком 8мм.
Чем меньше фреза высовывается из цанги (короче хвостовик) - тем меньше вибраций в подшипниках, тем дольше служит фреза, дольше служат подшипники во фрезерной машине, выше качество обработки, и самое главное - меньше вероятности, что фреза самопроизвольно выпадет из цанги.
Помните - гайка раскручивается и выпадает фреза из-за вибраций, создаваемых длинным хвостовиком фрезы или старой изъезженной цангой, а также из-за старых подшипников фрезерной машины, разбитых при пользовании одноперьевыми граверами.
Чтобы увеличить качество обработки воска на предельных оборотах шпинделя или предельных горизонтальных скоростях, следует применять "мокрый" тип обработки. Лучшей смазкой для этого считается соевое масло.
Для всех моделей FLG при обработке рельефа шаг следует выбирать 0.02-0.03мм / меньший шаг увеличит качество, но также увеличит и время обработки / больший шаг уменьшит время обработки, но если 3D модель имеет слишком вертикальные склоны, то при большом шаге могут проявиться ступеньки. Чтобы от них избавиться, рекомендуется на склонах рельефов применять контурную обработку, а не простую обработку зигзагом в одну сторону. Контурная обработка моделями FLG позволит Вам получить самое высокое качество обработки воска без ворса. Максимальную скорость обработки можно получить на фрезе FLG15 R0.1 / к примеру можно обрабатывать зелёный воск DUMATT на скорости 1.8метра/мин + 18 000 об/мин шпиндель. Заход фрезы на полную заточку фрезы желательно делать слоями, за тем можно производить фрезеровку в бок на полную глубину заточки фрезы =12мм.
Да можно, но только после плавного вертикального послойного погружения фрез в заготовку. Это применимо только для простых траекторий зигзагом в одну сторону. Для этого пропилите слоями по 0.05мм вертикальный паз по одной линии, но с огибанием рельефа (слоями) одной программой на полную глубину, например на самую глубину рельефа 8мм, и только тогда можете запускать программу обработки рельефа в сторону, начиная с этого паза и уже с полной глубины, хоть 10мм. Лучше всего для такой обработки подойдут фрезы 15 градусов, т.к. их сложнее сломать чем тоньше углы. Но если хотите применить тоньше угол, например 10 и особенно 7 градусов, то не стоит рисковать - сначала надо сделать черновую обработку. Для черновой подготовки подойдут любые сферические стандарные или профессиональные конусные сферы. Например можно применить (см. сайт) из стандарных сферических модель B1.15/2/3.15 LF или B1.56/2/3.15 LF , а также из 3D профессиональных TB3.0/6/1.0_h20 или TB3.0/14/1.0_h10, шаг выбирайте 0.2-0.3мм и остаток 0.05-0.1мм. Если Хотите себя вообще полностью обезопасить от поломки фрезы, то после черновой обработки сделайте шлифовочку с шагом 0.1 моделькой FLG R0.2 и оставьте остаток 0.05мм, тогда после такой подготовки модели станет невозможным сломать никакую фрезу даже при сложных смешанных стратегиях обработки.
Если Вы обрабатываете крупную восковку, то черновое снятие большого колличества материала необходимо провести более толстой фрезой, например торцевой фрезой М2.0/2/3.175_h8 или ещё толще М3.175/2/3.175_h12 KC - эти модели как нельзя лучше подходят для воска, т.к. имеют глубокий отполированный паз для стружки и позволяют добиться максимальной скорости обработки. После таких крупных фрез желательно прокатать восковку менее тонкими сферическими фрезами.
Шпиндель желательно поставить помощнее, т.к. в нём будут более мощные подшипники, и их тяжело повредить. Но не все станки из-за своей слабой конструкции корпуса позволят установить мощный шпиндель. На слабые конструции каркасов станков обычно устанавливают машинки Маратон, но это также не лучший вариант, т.к. нельзя точно выставить обороты, нельзя работать одноперьевыми граверами, дефицит цанговых зажимов.
Но если станок позволяет установить тяжёлый шпиндель, то преимущества над лёгкими бормашинками Вы сразу оцените. Первое и самое важное - фреза никогда не забуксует в воске, Есть выбор любых цанг начиная от 0.5мм до 8мм диаметром, шпиндель работает так тихо, что можно разговаривать шёпотом по приложенному вплотную к шпинделю мобильному телефону, шпиндель охлаждается водой и может работать круглосуточно без остановок, шпиндель не имеет стирающихся щёток, скорость выставляется на инвертере с точностью до 1 оборота, и ещё важный момент - можно устанавливать одноперьевые граверы, и они не повредят подшипники. Описание подобного шпинделя 0.8kw можно посмотреть в разделе запчастей Шпиндели.